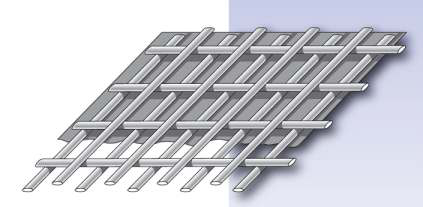
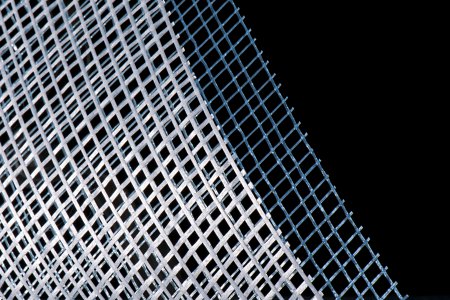
Ein aufgelegtes Vliesgewebe sieht aus wie ein Gitter oder ein Netz. Es wird aus Endlosfilamenten (Garnen) hergestellt.
Um die Garne in der gewünschten rechtwinkligen Position zu halten, müssen diese miteinander verbunden werden.
Garne zusammen. Im Gegensatz zu gewebten Produkten ist die Fixierung der Kett- und Schussfäden bei
Die Verklebung der Gewebe erfolgt durch chemische Bindung. Die Schussfäden werden einfach auf einen Boden gelegt.
Dies wird durch einen Herstellungsprozess erreicht.
Der ausgelegte Gazewird in drei grundlegenden Schritten hergestellt:
SCHRITT 1: Kettgarnfächer werden von Abschnittsbäumen oder direkt von einem Spulenhalter zugeführt.
SCHRITT 2: Eine spezielle Drehvorrichtung, die Turbine, legt die Kreuzfäden mit hoher Geschwindigkeit auf
oder zwischen den Kettfäden. Das Trägergewebe wird sofort mit einem Klebstoffsystem imprägniert, um die Fixierung der Maschinen- und Querfäden zu gewährleisten.
SCHRITT 3: Das Trägergewebe wird abschließend getrocknet, wärmebehandelt und auf eine Rolle gewickelt.




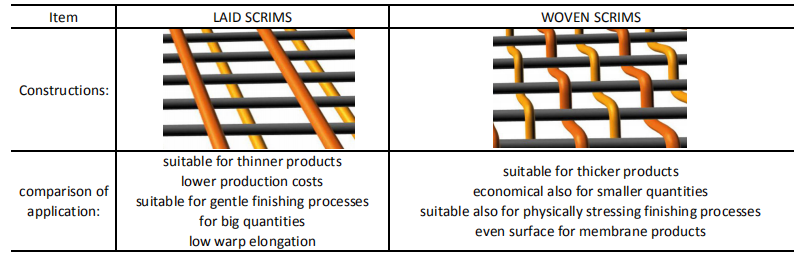
Die Unterschiede zwischen gewebten und gerippten Gazevorhängen:
Die Spezifikationen unserer Laid Scrims:
| Breite: | 500 bis 2500 mm | Rollenlänge: | Bis zu 50.000 m | Garnart: | Glas, Polyester, Kohlenstoff | ||||||||
| Konstruktion: | Quadratisch, dreiseitig | Muster: | Von 0,8 Fäden/cm bis 3 Fäden/cm | Bindung: | PVOH, PVC, Acryl, kundenspezifisch | ||||||||
Die Vorteile vonGelegte Gitter:
Allgemeinausgelegte Gittersind etwa 20 - 40 % dünner als gewebte Produkte, die aus dem gleichen Garn und mit identischer Konstruktion hergestellt werden.
Viele europäische Normen fordern für Dachmembranen eine Mindestmaterialbedeckung auf beiden Seiten des Trägergewebes.Ausgelegte GazeSie helfen dabei, dünnere Produkte herzustellen, ohne Abstriche bei den technischen Eigenschaften hinnehmen zu müssen. Es ist möglich, mehr als 20 % der Rohstoffe wie PVC oder PO einzusparen.
Nur Gewebe ermöglichen die Herstellung einer sehr dünnen, symmetrischen, dreilagigen Dachbahn (1,2 mm), die häufig in Mitteleuropa verwendet wird. Für Dachbahnen mit einer Dicke von weniger als 1,5 mm können keine Gewebe verwendet werden.
Die Struktur einesausgelegtes GazeDie Struktur von Geweben ist im Endprodukt weniger sichtbar. Dadurch ergibt sich eine glattere und gleichmäßigere Oberfläche.
Die glattere Oberfläche der Endprodukte mit aufgelegten Trägergeweben ermöglicht ein einfacheres und dauerhafteres Verschweißen oder Verkleben der einzelnen Schichten der Endprodukte miteinander.
Die glatteren Oberflächen widerstehen Verschmutzungen länger und hartnäckiger.
Die Verwendung vonGlasfasergewebeVerstärkte Vliesstoffe ermöglichen höhere Maschinengeschwindigkeiten bei der Herstellung von Bitumen-Dachbahnen. Dadurch lassen sich zeit- und arbeitsintensive Risse in der Bitumen-Dachbahnenanlage vermeiden.
Die mechanischen Eigenschaften von Bitumen-Dachbahnen werden durch Gewebeschichten erheblich verbessert.
Materialien, die leicht reißen, wie Papier, Folie oder Folien aus verschiedenen Kunststoffen, werden durch Laminieren wirksam vor dem Reißen geschützt.ausgelegte Gitter.
Während gewebte Produkte im Webzustand geliefert werden können,ausgelegtes Gazewird stets imprägniert. Daher verfügen wir über umfassende Kenntnisse darüber, welches Bindemittel für welche Anwendungen am besten geeignet ist. Die Wahl des richtigen Klebstoffs kann die Verklebung der Materialien verbessern.ausgelegtes Gazemit dem Endprodukt erheblich.
Die Tatsache, dass die obere und untere Kettfadenlageausgelegte GitterDie Tatsache, dass sich die Kettfäden immer auf derselben Seite wie die Schussfäden befinden, garantiert, dass die Kettfäden stets unter Spannung stehen. Daher werden Zugkräfte in Kettrichtung sofort absorbiert. Aufgrund dieses Effektsausgelegte GitterOft weisen sie eine stark reduzierte Dehnung auf. Durch das Laminieren eines Trägergewebes zwischen zwei Folienschichten oder anderen Materialien wird weniger Klebstoff benötigt und die Haftung des Laminats verbessert. Die Herstellung von Trägergeweben erfordert stets einen thermischen Trocknungsprozess. Dieser führt zu einer Vorschrumpfung der Polyester- und anderer thermoplastischer Garne, was die nachfolgenden Bearbeitungen durch den Kunden erheblich verbessert.
Typische Konstruktionen vonGelegte Gitter:
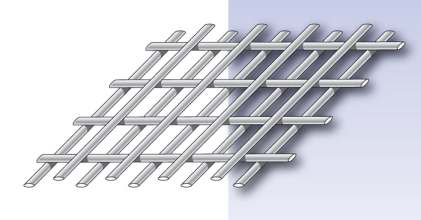
Einfacher Kettfaden
Dies ist die gebräuchlichste Konstruktion für Gewebe. Der erste Kettfaden* liegt unter einem Schussfaden**, gefolgt von einem Kettfaden oberhalb des Schussfadens. Dieses Muster wiederholt sich über die gesamte Breite. Der Abstand zwischen den Fäden ist in der Regel über die gesamte Breite gleichmäßig. An den Kreuzungspunkten treffen sich stets zwei Fäden.
* Kette = alle Fäden in Maschinenrichtung
** Schussfaden = alle Fäden in Kreuzrichtung
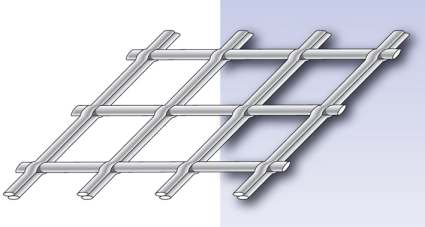
Doppelte Kette
Die oberen und unteren Kettfäden liegen stets übereinander, sodass die Schussfäden immer zwischen einem oberen und einem unteren Kettfaden fixiert sind. An den Kreuzungspunkten treffen sich immer drei Fäden.
Scrim-Vliesstoffe
Ein Trägergewebe (einfach oder doppelt gekettt) wird auf ein Vlies (aus Glas, Polyester oder anderen Fasern) laminiert. Es ist möglich, Laminate mit Vliesstoffen mit einem Gewicht von 0,44 bis 5,92 oz./sq.yd² herzustellen.